Efficient Pumping Solutions in the Food Industry: Innovative Applications of Bonve Pumps
In the food industry, pumping technology is an indispensable part of the production process, which not only relates to the quality and consistency of the products but also directly affects production efficiency and costs.
Today, we will explore three innovative cases of Bonve pumps in the food sector, which demonstrate how carefully designed pumping solutions can meet specific needs.
Case 1: The Gentle Choice for Chocolate Factories
Chocolate is a product that is very sensitive to temperature and can easily coagulate at low temperatures.
To ensure the fluidity of chocolate during the transfer process and prevent coagulation, Bonve offers a jacketed rotary lobe pump.
This pump design allows for the circulation of heating media (such as steam or hot water) in the pump's jacket, thereby maintaining the temperature of the chocolate and ensuring its fluidity during the transfer process.
Features:
- Gentle Handling: Particularly suitable for handling shear-sensitive and delicate products.
- Efficient Starting: The heating system ensures smooth starting even in low-temperature environments.
- Hygienic Design: Meets hygiene standards, suitable for use in the food industry.
Case 2: Versatile Pumps for the Seasoning Industry
The seasoning industry requires a pump that can handle various viscosities and ingredients.
Bonve's food-grade lobe pumps, with their high hygiene standards and smooth internal surfaces, are the ideal choice for transferring seasonings.
Whether it's ketchup, barbecue sauce, or peanut butter, Bonve pumps can handle it with ease.Features:
- High Hygiene Standards: Manufactured from stainless steel 316 or 316L, with a surface roughness below 0.8μm.
- Easy to Clean: Meets CIP (Cleaning) and SIP (Sterilization) requirements, easy to disassemble and maintain.
- Low Wear: Low-speed operation reduces damage to the pumped products.
Case 3: Efficient Pumping in Meat Processing
In meat processing, there is a need for a pump that can handle highly viscous products such as semi-solid pastes or mixtures containing semi-solid pieces.
Bonve rotary lobe pump, with its enlarged rectangular inlet design, can efficiently handle these products.
The working principle of this pump and its powerful drive system ensure that the pump can output a strong driving torque at low speed, guaranteeing continuous, non-stagnant transfer.
Features:
- Gentle Handling: Gentle handling of viscous products such as meat slurry, which helps to maintain the product's texture and quality.
- High Efficiency: Provides a continuous flow of the product with minimal disruption.
- Easy Maintenance: Designed with minimal moving parts, making them easy to maintain and operate.
- Hygienic: Made of stainless steel, which is easy to clean and sanitize.
Through these cases, we can see the diverse applications of Bonve pumps in the food industry.
They not only improve production efficiency but also ensure the quality and consistency of the products.
Whether it's chocolate, seasonings, or meat processing, Bonve pumps are indispensable partners in the food industry.
In industries like chemicals, food, and cosmetics, moving liquids smoothly and safely is crucial—especially when those liquids are thick, abrasive, or even hazardous. At Bonve, we specialize in designing rotary lobe pumps that tackle these challenges head-on, ensuring your operations run efficiently without compromise. Let’s explore how our pumps solve real-world problems, even if you’re new to the world of industrial pumping!
Why Bonve Rotary Lobe Pumps Stand Out
Imagine a pump that works like a gentle hand, moving sticky honey, delicate creams, or even brittle chemicals without damaging them. That's exactly what Bonve pumps do. Here's what makes them unique:No Leaks, No Worries: Our pumps use advanced seals (like double-layered, water-cooled designs) to keep toxic or sensitive fluids securely contained. Think of it as a “safety vault” for your liquids.
Handles Thick or Thin Fluids with Ease: Whether it’s toothpaste-like sludge or watery solutions, our pumps adjust effortlessly. They even manage liquids that thicken over time, like drying paint or hardening glue.
Built to Last: Made from tough stainless steel, these pumps resist rust and corrosion, even when pumping harsh chemicals.
Easy to Maintain
Fewer parts mean less downtime. Open the pump, clean it quickly, and get back to work.
Real Success Story: Solving a Hydrogen Energy ChallengeA Canadian company developing hydrogen energy faced a major roadblock: pumping oxidized mercury, a toxic and sticky fluid that thickened as it moved through filters.
Their old pumps couldn’t keep up—flow rates dropped, parts wore out fast, and leaks posed safety risks.
Bonve’s Solution
We provided a stainless steel rotary lobe pump tailored to their needs:
Adapted to Changing Thickness: The pump smoothly handled mercury’s viscosity, from as thin as olive oil (500 cp) to thicker than molasses (4,000 cp).
No Clogs, No Jams: Custom rotors (shaped like wings or lobes) pushed through solids without getting stuck.
Zero Leaks, Full Safety: Double-sealed design ensured no toxic mercury escaped, protecting workers and the environment.
Certified Reliability: CE and ISO9001 certifications gave them peace of mind.
Result: The company’s production line ran smoothly, meeting deadlines and safety standards.
Where Bonve Pumps Shine
Our pumps aren’t just for chemicals—they’re versatile problem-solvers:
Food & Beverage: Gentle enough for chocolate, yogurt, or honey. No damage to flavors or textures!
Cosmetics: Perfect for creamy lotions, shampoos, or toothpaste. Keeps products smooth and bubble-free.
Cleaning Products: Handles thick detergents, soaps, and even abrasive slurries without wearing out.
Why Customers Trust Bonve
21+ Years of Expertise: Over 50,000 pumps in action worldwide.
Custom Solutions: Need a pump that handles gritty slurries or ultra-thick fluids? We’ll tweak the design to fit.
Fast Support: Standard pumps ship in 7 days. Got a unique challenge? Our engineers are ready to help.
Join Thousands of Satisfied Users
From detergent giants in Greece to cosmetic leaders in Australia, Bonve pumps power industries globally. Whether you’re making hydrogen fuel, crafting skincare products, or bottling sauces, we’ve got a pump that works as hard as you do.
Discover the Bonve difference today—where innovation meets simplicity.
Bonve: Engineered for Efficiency, Designed for Safety.
Are you looking to pump viscous food products like tomato sauce, mayonnaise, chocolate, or honey efficiently without compromising quality? In today’s competitive food industry, maintaining product quality while optimizing production costs is crucial. This is where the right pump technology becomes essential. Rotary lobe pumps, known for their gentle handling and efficient performance, are increasingly becoming the go-to solution for many food manufacturers.

Why Rotary Lobe Pumps Are Ideal for the Food Industry
Gentle Handling of Products
Rotary lobe pumps are designed to minimize product shear, preserving the integrity and quality of delicate food items like sauces and pastes. This gentle pumping action is particularly beneficial for products like chocolate, honey, and tomato sauce, ensuring they retain their texture and flavor throughout the process.
Versatility
These pumps can handle a wide range of viscosities and temperatures, making them suitable for various applications within the food industry. Whether you’re dealing with thick syrups or thin juices, rotary lobe pumps can manage the task efficiently.
Hygienic Design
Meeting stringent hygiene standards is critical in food processing. Rotary lobe pumps are constructed from high-quality, food-grade materials that are easy to clean and maintain. Their design ensures compliance with food safety regulations, making them ideal for maintaining a clean and safe production environment.
Efficiency and Reliability
Rotary lobe pumps provide consistent, smooth flow, reducing the risk of clogging and ensuring reliable performance. This efficiency translates to lower production costs and higher throughput, making them a cost-effective solution for food manufacturers.
Applications in Food Processing
Tomato and Chili Sauce Pumping
One of the common applications of rotary lobe pumps is in the production of tomato and chili sauces. Traditional pumps often struggle with maintaining product quality due to high shear rates. Rotary lobe pumps, with their low-speed operation, ensure that sauces are transferred gently, preserving their quality and consistency.
Dairy Products
Rotary lobe pumps are extensively used in dairy processing. They handle products ranging from milk and cream to thicker substances like yogurt and cheese. Their design ensures these products are pumped without compromising their quality or safety.
Beverage Industry
In the beverage sector, rotary lobe pumps are ideal for handling fruit juices, syrups, and concentrates. Their ability to handle high viscosities and particles without damaging the product makes them indispensable in this industry.
Key Benefits for Your Business
- **Improved Product Quality**: Gentle handling ensures that the texture and flavor of your products are preserved.
- **Increased Efficiency**: Efficient pumping reduces downtime and increases production throughput.
- **Cost Savings**: Durable construction and reliable performance translate to lower maintenance costs and extended equipment life.
- **Compliance with Hygiene Standards**: Easy-to-clean designs help you meet the highest hygiene standards, crucial for food safety.
Conclusion
Investing in a rotary lobe pump can significantly enhance your production process, ensuring that you deliver high-quality food products efficiently. Whether you are pumping sauces, dairy products, or beverages, the right pump technology can make all the difference.
For more detailed solutions tailored to your specific needs, explore our range of rotary lobe pumps.Discover how our advanced pumping solutions can transform your food production and help you maintain the highest standards of quality and efficiency.
The Perfect Balance for Quality Chocolate Production
In chocolate manufacturing, the transfer of chocolate mass must be gentle to maintain its quality. Bonve understands this need and offers jacketed lobe pumps designed specifically for chocolate transfers, ensuring the product's flavor and texture remain intact.
Body:
Bonve jacketed lobe pumps are designed for various chocolate manufacturing processes, including the transfer of chocolate mass, filling, and molding. Our pumps are built with a jacket on the chamber, where heating medium circulates to keep the chocolate liquid at the ideal temperature, preventing coagulation and ensuring smooth transfers.
Our pumps are not only gentle on the product but also efficient and hygienic. They are easy to clean and maintain, making them suitable for hygienic applications in the food industry.
Conclusion:
For chocolate manufacturing that demands the highest quality, choose Bonve jacketed lobe pumps. Experience the balance of gentle handling and powerful performance.
On the motor nameplate provided by BONVE Rotary Lobe Pump, we can see two frequency ranges:
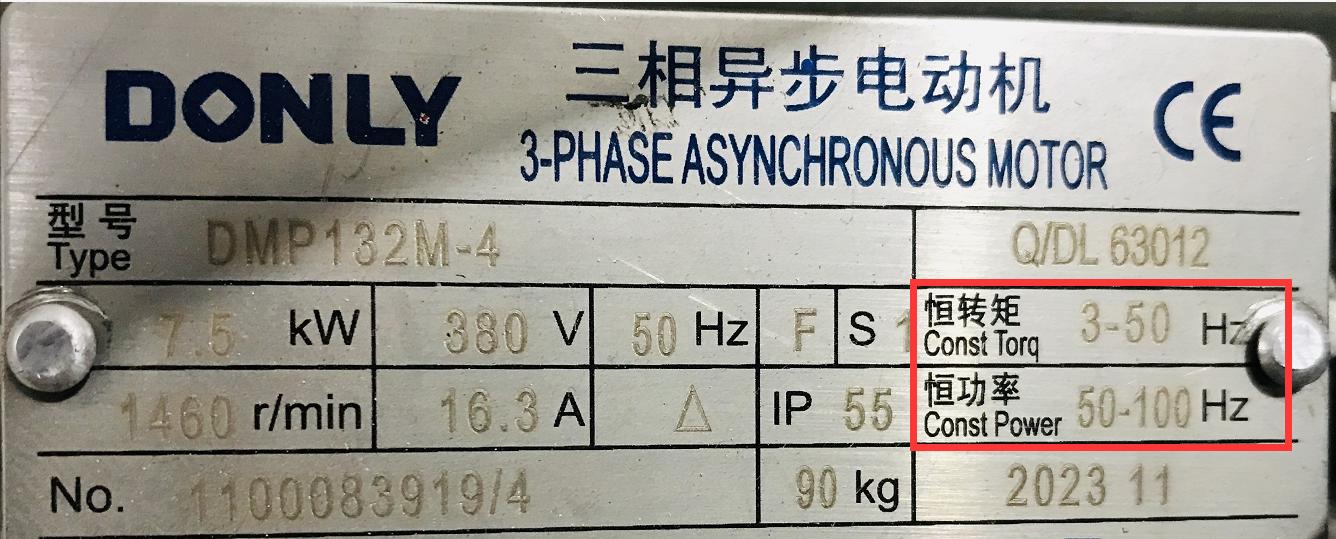
1. Constant Torque Frequency Range: 5-50Hz
2. Constant Power Frequency Range: 50-100Hz
How to understand them and use them into your operating?
Constant Torque Frequency Range means that the motor can provide a stable output torque throughout the entire frequency range. This indicates that the output torque of the motor remains unchanged when adjusting the frequency. This is particularly important for rotarylobepumps when handling fluids with increased viscosity due to temperature decrease, as higher viscosity requires lower suitable speeds.
Constant Power Frequency Range means that the output power of the motor remains constant across the entire frequency range. Regardless of the adjusted frequency (speed), the motor maintains a consistent output power. In rotarylobepump applications, constant power frequency allows for better dynamic response to meet the flow rate and pressure requirements when handling low-viscosity fluids, especially during CIP (Cleaning-in-Place) or water washing processes.
Usually, our customers ask: "In the case of constant torque, if the frequency decreases, does the power reduction mean the pump cannot operate normally?"
This is a valid question. Indeed, reducing the frequency will result in a decrease in power. Power reduction means that the mechanical torque output of the motor also decreases.
Within the frequency range of a variable frequency motor, the motor can output the same torque at different frequencies, which is known as the constant torque frequency range. When the frequency decreases, the motor torque remains relatively constant, but the power decreases because power is directly proportional to torque multiplied by angular velocity (Power = Torque × Angular velocity).
When the frequency reduces to a certain extent, the power reduction may prevent the motor from providing sufficient force to drive the pump load, particularly for larger loads or high resistance. Hence, if the frequency is too low, the motor may fail to drive the rotary pump or generate sufficient output power, resulting in the pump's inability to operate properly.
Therefore, during the pump selection process, we carefully inquire about the operating temperature and viscosity from the customers. Based on the actual load requirements and the motor's frequency range, we choose appropriate speeds and power to ensure that the motor can provide sufficient torque and power to meet the pump's load requirements. If you are interested to know details about the Rotary Lobe Pump, pls click here.
Regarding the constant power frequency range of 50-100Hz, is it better to operate at higher frequencies? Can a small pump be used as a large pump? Absolutely not. Running the pump at excessively high frequencies can alter the hydraulic characteristics of the pump, leading to issues such as cavitation, increased pressure pulsation, noise, and vibration. These factors can negatively affect the pump's stability, performance, and lifespan.
We welcome your comments on frequency operating if have any different opinions. Talk to me via cathy@bonvepumps.com or WhatsApp: 0086-13616639068.
High shear homogenizing mixer will inevitably encounter some failures during use. At this time, it is necessary to find out the cause of the high shear homogenizing mixer failure through troubleshooting, and then find out the countermeasures based on the cause of the failure.

The following are some of the faults that may occur in the high shear homogenizing mixer. You can check according to the use of the high shear homogenizing mixer.
When the pump does not discharge or less capacity
1. Check whether the valve at inlet and outlet pipe open.
2. Whether the pipeline setting of the high shear homogenizing mixer is too complicated.
3. Whether the inlet and outlet pipelines of the pump are blocked.
4. The concentration and viscosity of the processed product will reduce the production efficiency of the high shear homogenizing mixer or not discharge the product. Solution: Add a feeding pump to the feed port of the mixer or dilute the product before entering the feed port of the mixer.
5. When the high shear homogenizing mixer is running, the reverse rotation occurs. At this time, it is necessary to immediately turn off the motor, check and adjust the power connection line of the motor. Solution: Adjust the connection line of the motor power supply.
When the pump makes an abnormal sound during use
Hard solid materials such as metal may be input into the cavity of the high shear homogenizer mixing pump, which should be used after cleaning up the debris. For example, if the hard solids deform or damage the main shaft, stator and other parts of the high shear homogenizer mixing pump, you need to replace the corresponding parts.
Leakage of the homogenizer mixing pump during use
1. Check if the sealing ring is damaged;
2. Check whether the sealing surface of the mixer is unevenly stressed and the mechanical seal is damaged. Solution: Replace the corresponding sealing parts.
If the high shear homogenizer mixing pump is improperly operated during use, it will easily shorten the service life of the pump. If there are any problems or malfunctions, you can directly contact Bonve customer service, and we will solve the problem for you immediately.

Bonve homogenizer mixing pump is an high efficiency ultra-fine homogeneous pump with mixing, dispersion, breaking, dissolution, refinery, homogenization, emulsifying and transporting, proceed products are dispersed, refined and emulsified by the rotor and stator in stages, it is suitable for large and medium batch continuous online production or cyclic processing production process.

In production, the homogenizer mixing pump will encounter some faults in the process of use, which will directly affect the production efficiency of the emulsion pump. In case of pump failure, refer to the following four methods for inspection and maintenance:
1. The pump body needs to be cleaned before use;
2. The mechanical seal of homogenizer pump must be supplied with cooling water before it starts, so as not to cause the mechanical seal to dry and break;
3. After the power is turned on, pay attention to the fact that the pump head does not reverse. If the pump head reverses, please stop it immediately and re-wire and restart;
4. When the homogenizer emulsifying pump is in normal operation, pay attention to observe whether there is material leakage from the mechanical seal. If a leakage is found, stop the operation of the equipment, check and eliminate the cause, and replace the mechanical seal;
5. If the concentration or viscosity of the processed material is too high, a Bonve rotary lobe pump must be equipped before the homogenizer mixing pump to avoid overcurrent damage to the motor;
6. If abnormal noise occurs during the use of the pump, shut it down and troubleshoot carefully;
7. After each production, the inside of the pump cavity should be cleaned, so as to not only maintain the working efficiency of the stator and rotor, but also protect the mechanical seal;
8. Before using this equipment, the user needs to formulate corresponding safety production operating procedures to ensure the safety of operators and equipment;
9. Regularly check the stator and rotor, and if they find excessive wear, replace the corresponding parts in time to ensure the effect of dispersion and emulsification.
Refer to the above operation to effectively avoid the failure of the Bonve homogenizing mixer. If you have any questions about the operation, please contact us and we will provide you with a satisfactory answer.

Rotary lobe pumps types
Applications of rotary lobe pumps
Advantages of rotary lobe pumps
Types of rotary lobe pumps
Rotary Lobe pump manufacturers mainly divide their pumps into two types, food sanitary grade lobe pumps and industrial chemical grade lobe pumps.
Applications of lobe pumps
Food sanitary grade lobe pumps include, but limited to:

- Foods: Chocolate, concentrated milk, yogurt, honey, syrup, cane sugar, tomato juice, concentrated juice, jam, ice cream, milk, yeast slurry, meat slurry, jelly, condiment, lees, soybean protein, flour slurry, etc.
- Pharmaceuticals: Ointments, extract, medicine latex, pill paste, syrup, health care products, drugs,vaccine etc.
Industrial chemical grade lobe pumps include, but are not limited to:

- Consumer chemicals: AES, LAS, AOS, K12, glycerol, fatty alcohol, bathing shampoo, skin cream, shampoo, detergent liquid, toothpaste soap, washing powder slurry, etc.
- Refined chemicals: Dyes stuffs, pigments, all kinds of pulp, chemical additives, adhesives, silicone oil, leather oil, a variety of colloidal materials, etc.
- Coating: Paint, dope, printing ink, insulating paint, resin, additives and assistants, organic solvent, etc.
- Chemical fiber: Pectic slurry, PVA, spandex slurry, vinylon slurry, Acrylic slurry, polyester slice, terylence, polypropylene fiber, rayon, functional fiber, etc.
- Pulp & Paper: Polyacrylamide, calcium carbonate, starch paste, carboxyl poly, starch paste, rosin size, paper pulp, filling dry strength agent, wet strengthen agent, sizing agent, filtering agent, anti foaming agent, spreading, water treatment chemicals, etc.
Below is the table for applications
|
Alcohol |
Coffee liquor |
Glycerin |
Mousse |
Sorbitol syrup |
Advantages of rotary lobe pumps
- High efficiency,energy-saving.
- Non-pulsating discharge, stable working.
- High temperature of 220 C degree handling (with FFKM o-rings).
- Capable of pumping mixture of gas, fluid and solid materials.
- No metal-to-metalrotorscontact,no friction andlong service life.
- Simpleand compact structure, easy maintenance and CIP/SIP capabilities
- Capable to pump the viscous material ≤1,000,000cp and pulp with the solid upto 70%.
- When equipped with frequency converter,flow rate can be adjusted and used asa metering pump.
- What is "slip"?
- Lobe pump clearances
- Pressure effect
- Temperature effect
- How viscosity affect pump sizing
- Cavitation
- Data required for rotary lobe pumps selection
- Rotary lobe pump brands andManufacturers
- Rotary lobe pump price
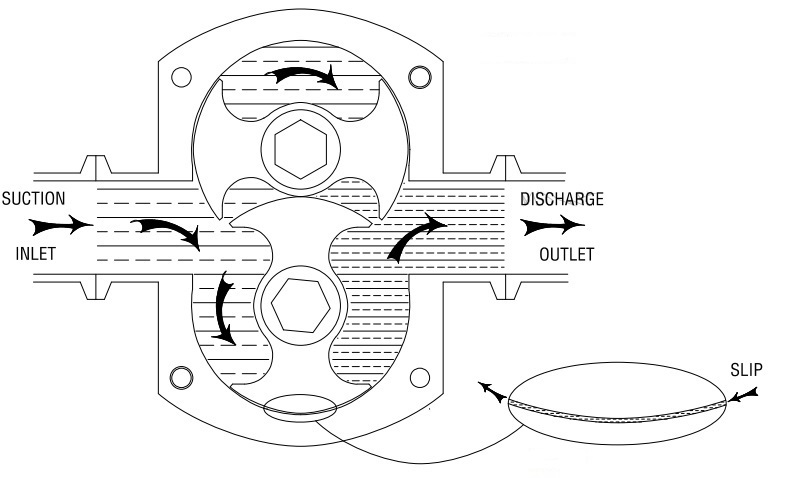
Lobe pump slip
Slip is the portion of the pumped product that is forced back to the suction side of the pump due to pressure through the clearances. Rotary lobe pumps sometimes do not pump the full displacement for which they are rated because of a phenomenon called slip.To allow the pump’s rotors to rotate, small clearances must be maintained between the rotors and rotorcase. Slip will change directly with pressure and clearance, and inversely with viscosity.
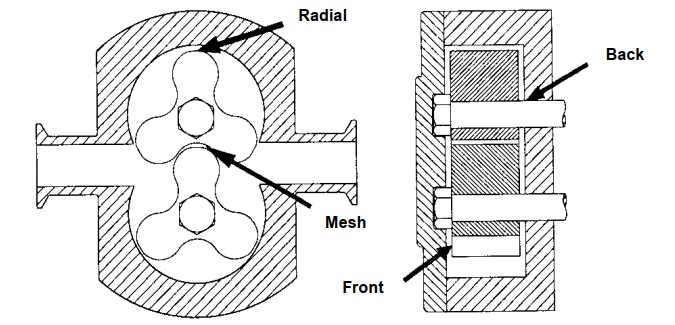
Lobe pump clearance
Within the casing of rotary lobe pumps there are clearances, which are the spaces between rotating components and between rotating and stationary components. Clearances are necessary to avoid rotor to rotor, rotor to rotorcase and rotor to rotorcase cover contact. The size of these clearances is related to the pressure and temperature of pump operation.
The key clearances are as follows:
- Radial clearance (between rotor tip and rotorcase).
- Mesh clearance (between rotors).
- Front clearance (between front of rotor and rotorcase cover).
- Back clearance (between back of rotor and back face of rotorcase).
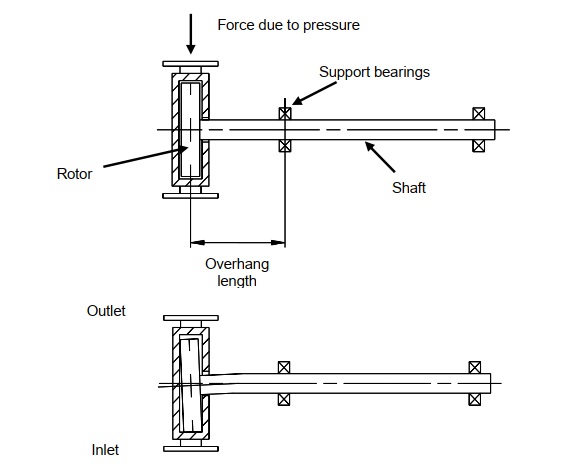
Pressure effect to the pump
The design concept of the rotary lobe pump is to have no contacting parts in the pumphead. This requires having the shaft support bearings to be mounted outside of the pumphead, which results in an overhung load, caused by the rotors fitted to the shafts as shown. The effect of pressure on the rotors will cause shaft deflection, which could result in contact between rotors, rotorcase and rotorcase cover. To allow for this pressure effect, clearances are built into the pumphead between surfaces that may contact.
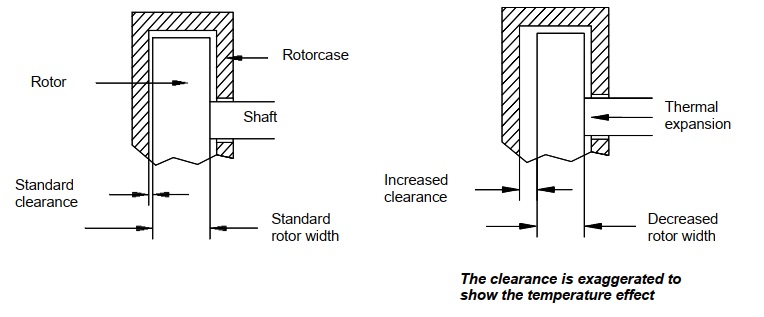
Temperature effect to the pump
Temperature change can be caused by the fluid being pumped, pump mechanism, drive unit and/or the environment. Any CIP (Cleaning In Place) operation required should also be taken into consideration. Changes in temperature will cause expansion upon heating or contraction upon cooling, to the rotorcase and gearcase components. The most significant result is movement between shaft and gearcase/rotorcase allowing the rotors to move forward or backward in the rotorcase. With the rotors being allowed to move forward there will be a reduction to the front clearance. To compensate for this, manufacturers will increase the clearance.
How viscosity affect pump sizing
Viscosity is a measurement of a product’s resistance to flow. Low viscosity products (e.g. water) have little resistance to flow, while higher viscosity products have a greater resistance to flow. It is key to positive pump sizing and operation because it affects slip within the pump as well as the pressure required to overcome frictional loss in the lines. Higher viscosity products smaller slip inside the pump.
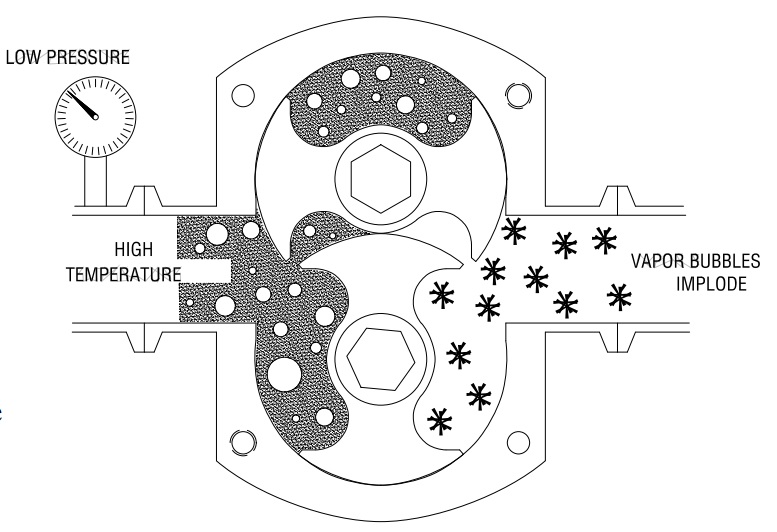
How cavitation affect pump
Cavitation is the formation of vapor bubbles due to insufficient pressure at the inlet of the pump. High product temperature and/or low pressure on the inlet side of the pump can lead to insufficient pressure. Over time, cavitation can seriously damage a pump. Additional pressure energy would be required to supply the pump with the energy it requires to keep from cavitating. Four ways to increase the inlet pressure are raise the level of the product in the tank, pressurize the tank, lower the pump or decrease the product temperature.
Data required for rotary lobe pumps selection Selection
- Product Name
- Product viscosity in pump, line and at rest
- Are there any solids present
- If so what are they and percentage concentration
- Specific gravity
- Capacity required
- Pumping temperature
- Discharge pressure or sketch of pipework system
- Suction pressure or sketch of pipework system
Rotary Lobe pump brands and Manufacturers
WrightFlow, Alfa laval, Waukesha, JEC, Inoxpa, Omac, Apv, Fristam, Jabsco, Xylem, boerger, Netzsch, Johnson, Bonve
Rotary Lobe pump price
For Bonve pump price, it is offered based on the customer’s requests. Below is the main need to supply.
- Bare shaft pump or complete unit required?
- If need fixed or variable speed driving?
- Material required for the liquid contact parts, such as SS304, 316, 316L, duplex 2205 etc.
- Mechanical seal type and material required?
- If required jacket or pressure relief valve?
Bonve also can recommend a suitable proposal with the budget.
- What is a rotary lobe pump?
- How rotary lobe pumps work?
- Rotary lobe pumps parts
- Lobes types and why different need?
- Construction material of lobe pumps
- Configuration Options of lobe pumps
What is a rotary lobe pump?

Rotary Lobe Pumps are positive displacement pumps able to transferring liquids products,especially for high viscosity, high solidand arefeatured aslow shearing. Gentletransferringmakes them popularused in food, cosmetics and industrial chemicalproducers. No damage to the pumped products.
How rotary lobe pumps work?
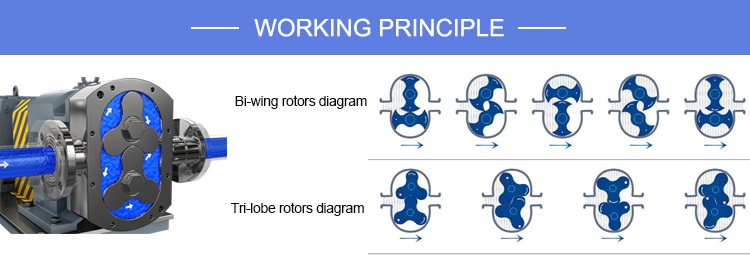
Rotary lobe pump working principle is easy to understand. They basically consist of two lobe rotors, which rotate synchronously driven by a pair of synchronous gears in the gearbox. The rotors are driven by the main shaft and sub-shaft to rotate in a synchronous reverse direction, which changes the pump capacity, builds up high vacuum and discharge pressure, thus an efficient pumping is formed.
Parts of rotary lobe pumps
The main parts are including rotors, pump cavity, mechanical seal, shaft, bearings and gears. They are processed by CNC to ensure high precision fabrication.

Constructionmaterials of rotary lobe pumps, but are not limited to:
Product contact metal parts: stainless steel AISI 316, 316L, duplex, 904L
Mechanical Shaft Seals: Tungsten carbide, Silicon carbide
Sealing Materials of O-rings: Viton, EPDM, FFKM
Configuration of rotary lobe pumps, normal types for Bonve brand.

Lobes types and why different need

According to the different product transfer, manufacturers have different lobes design to make sure an efficient feeding and no failure, such as single-wing, bi-wing, tri-lobe, four-impeller, eight or twelve-impeller lobes. See below diagram which shows each lobes type application.
- Automotive Engine Rubber Parts8
- Automotive Lamps Rubber Parts5
- Automotive Suspension Rubber Parts2
- Automotive Wiring Harness Rubber Parts3
- Extrusion Sealing Strip1
- Industrial Electrical Rubber Parts3
- Industrial Scanners2
- Industrial electrical control3
- Industrial slings4
- Machine Tool Blades1
- Membrane Products1
- Motor1
- Racecource Rubber Products3
- Rubber Forklift Attachments1
- Rubber and plastic Parts1
- Seal2
- Tubular Motor2
- industrial hose1
- mold1
- plc2
- pump1
- racking2