Now there are many laboratories are using the air purification program, that is, we often say sterile laboratory, this laboratory generally needs to use the air shower room.
Must the sterile laboratory have an air shower?
Entering the sterile laboratory must be strictly through the air shower flushing channel. Because the human is a huge biological material, therefore, sterile laboratory to implement strict personnel and physical evidence separation." For this reason, in order to prevent contamination from irrelevant personnel entering the laboratory, a set of fingerprint access control system is set at the door of the sterile laboratory. In addition, the floor of the laboratory door is also laid with sticky mat, before entering the laboratory, feet step on the sticky mat can stick to the dust on the shoes and then enter the air shower buffer channel.
Sterile laboratory requirements:
1. The velocity at the air supply outlet in the dressing room and operation room of the purification room is ≥ 0.3m/s, the air speed in the air shower room is ≥ 15m/s, the static pressure difference between the operation room and the environment of the purification room is ≥5Pa, and the system noise is ≤60dB.
2. The second-level (P2) aseptic room is 10,000 grade and local 100 grade, which conforms to the current universal American federal 209E standard.
3. The secondary asepsis room includes high, medium and primary effect filter system, small central air conditioning system, laminar air supply and well return air. The body automatic induction system is adopted in the dressing room and air shower room.
4. In addition to the characteristics of the secondary aseptic room, the third-level (P3) aseptic laboratory also specially sets up electronic interlocking doors, interlocking of transfer Windows and doors, epoxy resin self-leveling ground and water disinfection facilities.
5. The secondary biosafety cabinet is configured. The laboratory and buffer room are both negative pressure Spaces. The relative pressure of the experiment room is -30Pa to -40Pa, and the relative pressure of the buffer room of the purification room is -15Pa to -20Pa.
The role of the air shower in the laboratory:
The main purpose of using the air shower is to ensure the isolation of the laboratory and the outside world. Air shower room can effectively solve the laboratory buffer scheme: air shower room is one of the best purification equipment into the laboratory buffer. It uses high-speed air to blow off and remove particles attached to the surface of clothing or materials. Prevent the staff to bring hair, dust, bacteria into the laboratory, to meet the strict dust-free purification standards of the work site.


The fresh air system is a device that sends fresh outdoor air into the room after filtering through an air supply device. Its core function is to ensure the oxygen content and cleanliness of the indoor air. The high efficiency of the fresh air system is inseparable from its advanced purification technology. The following are six common fresh air system purification technologies:
HEPA (High Efficiency Particulate Air Filter) is a widely recognized high-efficiency filter material. It is composed of multiple layers of continuously folded sub-glass fiber membranes and is usually used in air purifiers. The surface area of the HEPA filter is large, and when unfolded, it increases by dozens of times compared to when folded, so the filtration efficiency is very outstanding. Its purification principle is based on the principle of particle inertia and diffusion, and can effectively intercept tiny particles in the air, such as dust, pollen, bacteria, etc.
Electrostatic dust collection technology uses the principle of high-voltage electrostatic adsorption to filter pollutants in the air. It uses the high-voltage strong electric field to adsorb particles on the negative or positive plates, and uses the principle of mutual attraction between different charges to achieve purification. This technology is widely used in indoor air purifiers and can effectively remove large particle pollutants in the air.
Activated carbon is divided into three types: coconut shell, fruit shell and coal. Coconut shell activated carbon has the strongest adsorption capacity. The porous structure and large specific surface area of activated carbon enable it to adsorb small particles in the air, such as odors, chemical gases, etc. Its purification principle is to use the physical adsorption of activated carbon to adsorb harmful substances on the surface of activated carbon.
Negative ion technology generates a large amount of negative ions, also known as negative oxygen ions, through a negative ion generator. Negative ions have the functions of sedation, hypnosis, analgesia, increasing appetite, and lowering blood pressure. After a thunderstorm, people feel happy because of the increase in negative ions in the air. Negative ions can reduce pollutants, nitrogen oxides, active oxygen produced by cigarettes in the atmosphere, etc., reducing the harm of harmful substances to the human body. In addition, negative ions can neutralize positively charged airborne dust and make it settle, thereby purifying the air.
Ozone is a strong oxidant, and its purification principle is based on its strong oxidizing property. Ozone can oxidize organic matter, odor molecules and the functional structure of microorganisms in the air, making them inactive, thereby achieving the effect of sterilization and deodorization. This technology is widely used in air purifiers and can effectively remove odors and bacteria in the air.
Photocatalyst technology is a technology that uses new composite nano high-tech functional materials. Photocatalysts (such as titanium dioxide) can produce catalytic effects under ultraviolet light, exciting surrounding oxygen and water molecules into highly active free radicals. These free radicals can decompose harmful organic substances and some inorganic substances in the air, thereby purifying the air. Photocatalyst technology requires ultraviolet light to work, so you need to pay attention to the configuration of the light source when using it.
The fresh air system can effectively remove pollutants from the air and ensure the cleanliness and safety of indoor air through a variety of advanced purification technologies. HEPA high-efficiency filtration technology, electrostatic dust collection technology, activated carbon adsorption technology, negative ion technology, ozone sterilization and deodorization technology and photocatalytic decomposition technology each have their own advantages, which together constitute the powerful purification ability of the fresh air system.
Choosing a suitable fresh air system can effectively improve indoor air quality and create a healthy and comfortable living environment for people.
As a vital part of the medical field, the design of the air supply system of the clean operating room is directly related to the safety and efficiency of the operation. However, the existing air supply devices have some obvious limitations, including insufficient anti-interference ability and difficulty in meeting the personalized needs of doctors and patients for environmental temperature and humidity. In response to these problems, there is an innovative air supply solution-wide-mouth low-speed air curtain different temperature and speed air supply system.
Analysis of existing problems

Currently, the laminar air supply device of the clean operating room faces two major challenges in practical application:
Although the laminar air supply device of the clean operating room is originally designed to create a sterile environment, it is often discounted due to the interference of the surrounding airflow. This interference not only weakens the scope of the clean area, but also affects the ability of the surgical area to maintain a sterile state, which is a problem that cannot be ignored for surgical environments that require extremely high cleaning standards.
On the other hand, the air supply system of the operating room often adopts a unified temperature and humidity setting, lacking the ability to adjust it in a personalized manner. This "one-size-fits-all" air supply method cannot take into account the diverse needs of surgical staff and patients for environmental comfort, especially in temperature and humidity sensitive surgeries, which may have an adverse effect on surgical results and patient recovery.
Limitations of traditional countermeasures
In order to resist the intrusion of external airflow, one of the traditional solutions is to add enclosures around the air supply device. This design can block the surrounding airflow to a certain extent and protect the purity of laminar air supply. However, this method is not perfect. Too high enclosures may hinder the operation of the surgical team and affect the smoothness and efficiency of the operation.
Another traditional countermeasure is to use high-speed air curtains to reinforce the air supply airflow in order to improve its anti-interference ability. Although this can stabilize the air supply to a certain extent, the high-speed airflow may cause discomfort to the personnel in the operating room, especially in operations that require delicate operations. Excessive wind speed may interfere with the surgical process and even affect the results of the operation.
Proposal of innovative solutions
Based on an in-depth analysis of the limitations of the existing clean operating room air supply system, an innovative and breakthrough air supply system design solution is proposed.

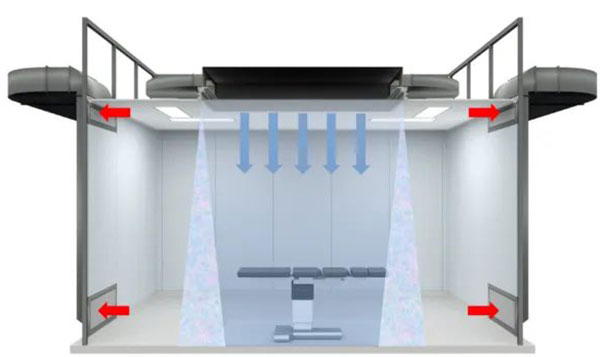
This system cleverly arranges three independent and collaborative air supply boxes directly above the operating table. The central box plays the role of main laminar air supply, focusing on providing warm and low-speed clean air to the surgical area to ensure the sterility of the surgical site.
The boxes on both sides are equipped with wide-mouth low-speed air curtain air supply devices, which create a comfortable working environment for surgical personnel with lower temperature and humidity and higher wind speed. This ingenious design of different temperatures and speeds not only significantly improves the anti-interference ability of the air supply system, but also more finely regulates the microenvironment of the surgical space, meets the personalized needs of the surgical site and surgical personnel for temperature and humidity, and thus provides a strong guarantee for the smooth progress of the operation.
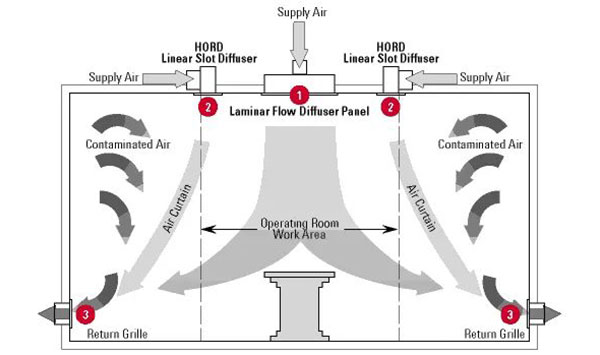
The middle box of the new air supply system is responsible for providing circulating air with higher temperature and lower wind speed to form a sterile and dust-free local environment, while taking into account the comfort of the anesthesiologist. The air curtain air supply devices on both sides provide clean air with lower temperature and higher wind speed to meet the dynamic needs of surgical personnel and effectively eliminate dust and bacteria during the operation.
In addition, the system also achieves precise control of the air supply temperature by configuring different air handling units to meet the needs of different types of surgeries. For example, in cardiac surgery or brain surgery, the system can quickly adjust the air supply temperature to meet the strict requirements of temperature changes during surgery.
The wide-mouth low-speed air curtain variable temperature and variable speed air supply system is not only innovative in technology, but also has significant advantages in practical applications.
It improves the cleanliness of the operating room and the comfort of the surgical staff by optimizing the structure and air supply mode of the air supply device, while reducing energy consumption, which helps promote the sustainable development of the medical industry.
Today we will further share the application of fiber materials, especially cellulose fibers, in air filters. These filters are not only vital in the aviation field, but also play a key role in the automotive industry. They are responsible for removing pollutants from the air, protecting passenger health and improving engine efficiency.
The selection and application of fiber materials directly affect the performance and environmental impact of the filter. Here is a detailed analysis of how these materials achieve a balance between environmental protection and durability in air filtration technology.
Cellulose fibers: ideal for air filters
Cellulose fibers are ideal for manufacturing air filters due to their excellent processing performance, ideal chemical and mechanical properties and low cost.

These fibers can be selected from a variety of materials, including cellulose, thermoplastics and glass fibers, which together form the basis of fuel filters, cabin air filters, engine oil filters and engine air filter paper in automobiles and aircraft.
Bio-based cellulose: an environmentally friendly solution for air filtration

As a bio-based material, cellulose fibers are derived from a natural polymer - cellulose, which is a structural component of plant cell walls.
The bio-based nature of this material means that if the production process is correct, their environmental impact may be less than that of petrochemical-based products such as polyethylene terephthalate (PET) and polypropylene (PP). In addition, cellulose fibers are biodegradable and can be broken down by microorganisms into water and carbon dioxide over a certain period of time, which is particularly important for reducing the environmental footprint of air filters.
Regenerated cellulose filter paper: a new choice for air filtration
Regenerated cellulose filter papers are slightly lower than new paper in burst resistance, stiffness and tensile index, but they are still suitable for some undemanding applications. In air filters, this material can reduce the demand for new resources while reducing waste generation.
Although it is not yet widely commercialized, the application potential of regenerated cellulose filter paper in the field of air filtration cannot be ignored.
Application of cellulose fibers in air filters
Although cellulose fibers have the advantages of being bio-based and biodegradable, they often need to be combined with other materials such as chemical fibers and glass fibers to improve durability and reliability in harsh environments. This is particularly important for air filters, as they need to maintain performance under a variety of temperature and humidity conditions.
Companies such as Ahlstrom have developed a series of patented technologies to produce self-sustaining pleated oil media with higher burst strength, which can also be applied to the manufacture of air filters.
After understanding the multifaceted applications and future development of cellulose fibers in air filtration technology, KLC will continue to deepen its air purification technology and continuously explore and develop more efficient and environmentally friendly air filtration solutions.
We are committed to applying the latest fiber technology to the innovation of air filters to meet the growing global demand for clean air and contribute to protecting our environment. With the continuous advancement of technology, we look forward to bringing more breakthrough results to the field of air purification in the future.
With environmental pollution becoming increasingly serious, air quality issues have become the focus of global attention. Recently, a research result published in the journal Nature has brought us good news - scientists have used nanocarbon materials to improve air filters, effectively improving the adsorption and detection capabilities of particulate matter in the air.
This breakthrough not only provides new ideas for improving air quality, but also brings hope for human health and environmental protection.

Air pollution, a global problem, not only threatens human health, but also has a serious impact on ecosystems and the earth's climate system. From industrial emissions to traffic exhaust, the impact of pollutants generated by human activities on air quality cannot be underestimated. Among them, particulate matter (PM) has attracted much attention due to its potential harm to human health and the climate system.
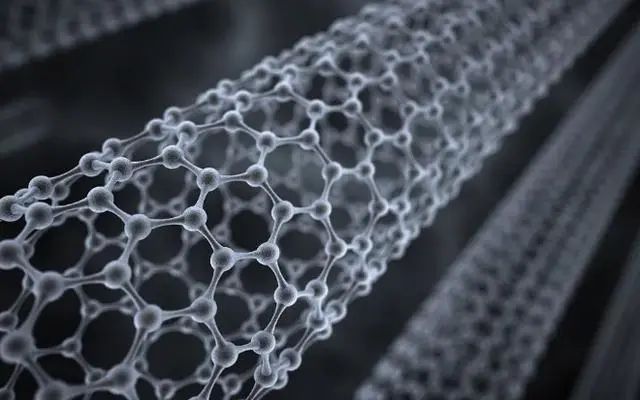
In this study, scientists turned their attention to nanocarbon materials, including carbon nanotubes (CNTs), reduced graphene oxide (r-GO) and graphite phase carbon nitride (g-C3N4). These materials have shown great potential in the field of air purification due to their unique physical and chemical properties. The research team explored the effects of these nanomaterials on improving the adsorption efficiency of filters by applying them to filters for air particle monitoring equipment.
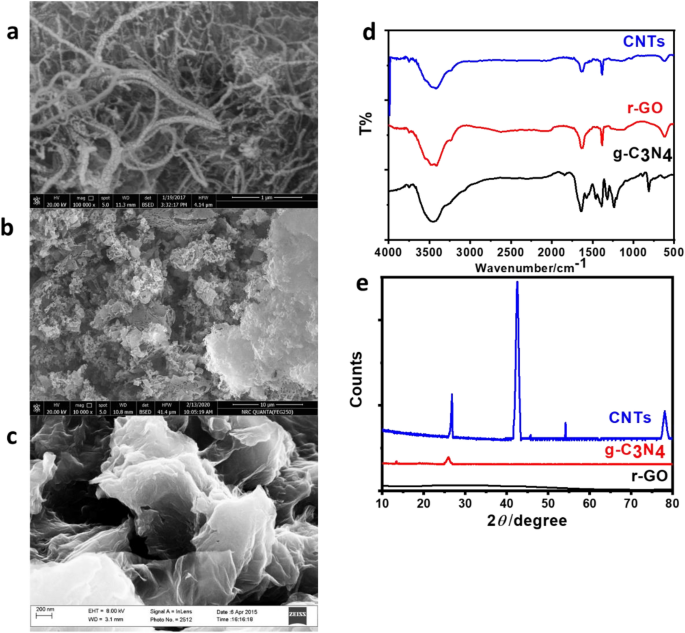
The experimental results are encouraging. Through electron microscope images, we can see that the diameter of CNTs is between 40-50 nanometers and the length is about 20 microns. While g-C3N4 presents a typical layered stacking structure, r-GO nanosheets show an irregular folded layer structure. The high specific surface area and tunable surface chemical properties of these nanomaterials make them excellent in adsorbing heavy metals in the atmosphere.
In the study, scientists used three techniques: energy dispersive X-ray spectroscopy (EDX), inductively coupled plasma mass spectrometry (ICP) and laser induced breakdown spectroscopy (LIBS) to analyze the filters. The results showed that the filters modified with nanomaterials performed far better than unmodified filters in adsorbing particulate matter in the air. In particular, CNTs, due to their high active surface area and precise pore size, showed excellent adsorption capacity.
In addition, the application of LIBS technology provides a new sensitive method for heavy metal monitoring. Compared with the results of traditional ICP analysis, LIBS showed high consistency in the analysis of sodium, zinc and copper, although there were some differences in the analysis of manganese. These findings further confirm the potential of nanomaterials in improving filter efficiency.
This study not only proves the application prospects of nanocarbon materials in the field of air purification, but also provides a new direction for future environmental governance. With the advancement of science and technology and the deepening of research, we have reason to believe that these nanomaterials will play an increasingly important role in environmental protection and human health.

Air pollution control is a protracted battle, but every technological advancement brings us new hope. The application of nanotechnology has allowed us to take another solid step on the road to fighting air pollution. Let us look forward to these innovative technologies entering our lives as soon as possible and contributing to our blue sky and white clouds.
References:
Nano carbon-modified air purification filters for removal and detection of particulate matters from ambient air
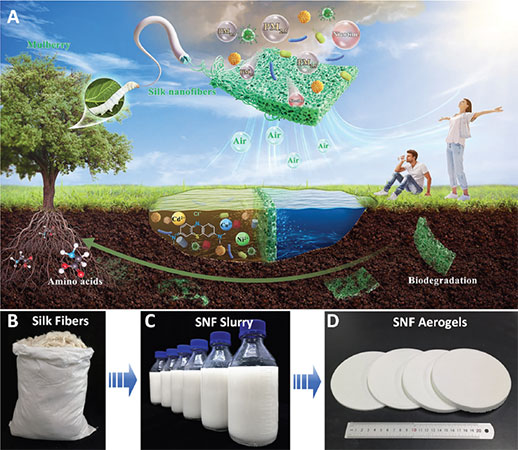
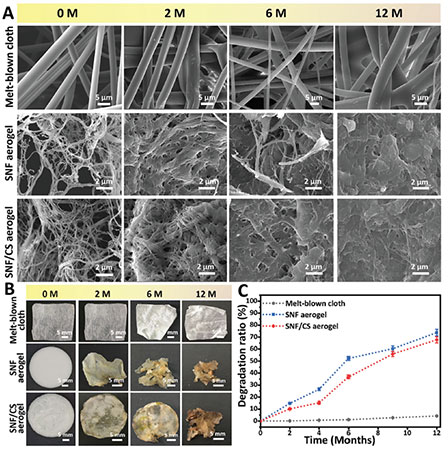
As environmental pollution becomes increasingly serious, people's demand for clean air and water becomes more urgent, which has promoted the rapid development of the filter material market. However, traditional petroleum-based filter materials are difficult to degrade after use and are prone to secondary pollution. It is urgent to find environmentally friendly alternatives. The silk nanofiber (SNF) aerogel developed by the Wuhan Textile University team has become a new focus in the field of materials science and environmental protection with its excellent air filtration performance and sustainable characteristics.
Unique structure lays the foundation for filtration performance
The preparation of SNF aerogel is based on solvent-mediated ice crystal growth technology, which can produce large aerogels with adjustable structures on a large scale. By adding a small amount of chitosan to SNF, the mechanical properties and water resistance of the aerogel are significantly improved, so that it can also play a stable role in complex and changeable actual environments.
The three-dimensional porous network structure of the aerogel, which is interwoven by a large number of nanofibers, provides a physical basis for efficient air filtration. The tiny nanofibers can effectively intercept tiny particles in the air, while the porous network ensures the smooth flow of air, avoiding the influence of excessive resistance on the filtration effect, and achieving a good balance between filtration efficiency and air circulation.
Efficient filtration of air pollutants
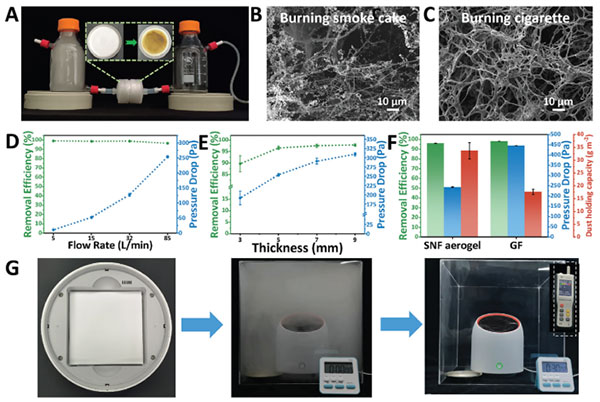
In terms of air filtration, SNF aerogel has demonstrated extraordinary capabilities. It can efficiently filter air pollutants such as PM0.3 and smoke. PM0.3 is a fine particle that is extremely harmful to human health, and traditional filter materials have limited filtering effects on it.
SNF aerogel, with its nano-scale fiber structure, can accurately capture these tiny particles, greatly reducing the concentration of particulate matter in the air and creating a healthier breathing environment for people. Whether it is a large amount of smog generated by industrial emissions and automobile exhaust in the city, or harmful gases and particles such as secondhand smoke indoors, SNF aerogel can effectively filter them. Its filtering effect has been fully verified in relevant experiments, providing strong support for improving air quality.
Sustainability advantages help environmental protection
Compared with traditional petroleum-based filter materials, the sustainability advantages of SNF aerogel are particularly prominent. In the natural environment, SNF aerogel is safely biodegradable.
Commercial PP meltblown cloth basically does not degrade after one year of landfill, while the degradation rate of SNF aerogel waste after direct landfill is over 70%, greatly reducing the long-term pressure of waste on the environment. This feature not only fits the current environmental protection concept, but also conforms to the development trend of future filter materials, providing a new idea for solving the environmental problems of filter materials.
In air filtration applications, the use of SNF aerogel can effectively reduce environmental pollution caused by the replacement and disposal of filter materials, and achieve the dual goals of air purification and environmental protection.
Silk nanofiber aerogel has shown great potential and value in the field of air filtration due to its unique structure, high-efficiency air filtration performance and excellent sustainability. In the future, KLC will continue to innovate, explore, upgrade production processes, and improve quality, and make positive contributions to the development of the global low-carbon economy and the construction of green ecological civilization.
The research team of Shandong Provincial Key Laboratory of Medical and Health Textile Materials has developed a new type of nanofiber membrane that can still efficiently filter pollutants in the air under harsh conditions. The relevant results were published in the journal "Separation and Purification Technology". The composition of industrial waste gas is complex and harmful, and the development of high-performance air filtration materials is imminent. The ideal filter material should have excellent liquid repellency, resistance to harmful chemicals, and high climate adaptability. To this end, the research team developed a fluorinated metal organic framework (F-MOF) @ polyetherimidehttps://www.klcintl.compolyvinylidene fluoride-hexafluoropropylenehttps://www.klcintl.comfluoroalkylsilane (PEIhttps://www.klcintl.comPVDF-HFPhttps://www.klcintl.comFAS) nanofiber membrane, which shows great potential in personal and industrial protection and air filtration. Preparation of super-liquid-repellent nanofiber membrane The researchers used a multi-needle electrospinning technology to prepare this nanofiber membrane. Simply put, the material solution is stretched into very fine fibers through special equipment and then stacked into a membrane. The main components of this membrane include polyetherimide (PEI), polyvinylidene fluoride-hexafluoropropylene (PVDF-HFP) and fluoroalkylsilane (FAS), and a fluorinated metal organic framework (F-MOF) nanoparticles are added to enhance performance. Features of super-liquid-repellent nanofiber membrane This nanofiber membrane has a high porosity of 80% and an average pore size of 2.6 microns, allowing air to pass smoothly while effectively blocking fine particles. It remains stable at a high temperature of 450°C and is not easy to decompose. By adjusting the material composition, the membrane surface has super-liquid-repellent properties, with a water contact angle of 162° and an oil contact angle of 145°. It can repel water and oil, is not easily contaminated by liquid, and has a self-cleaning function. In addition, the membrane has an antibacterial rate of up to 99%, which can effectively prevent bacterial growth. In terms of particulate matter, the super-liquid-repellent nanofiber membrane also performs well, and the filtration efficiency of NaCl and DEHS particles reaches 100% under certain conditions. At the same time, it can still maintain low air resistance during high-efficiency filtration, for example, at an airflow of 10 litershttps://www.klcintl.comminute, the resistance is only 25 Pa. This new nanofiber membrane achieves a combination of super-liquid repellency and high-efficiency filtration performance through a simple preparation process, and can work stably for a long time in harsh environments. KLC 



The main materials of clean booth directly affect the cleanliness and effect of clean booth. Whether the maintenance is proper directly affects the service life of clean booth.
What materials are used in clean booth:
1. There are generally three types of frame materials for clean booth: stainless steel square tubes, iron square tubes, and aluminum profiles.
2. There are generally three types of materials for the top of clean booth: stainless steel plates, cold-rolled steel plates sprayed with plastic, anti-static mesh curtains, and organic glass.
3. For the clean air supply part, FFU laminar flow hoods (FFU fan filter units) are generally selected.
4. The enclosure materials of clean sheds generally include: anti-static curtains, (anti-static) organic glass.
The functional definition of the design concept of clean booth has mentioned that "controlling the main production process in a smaller environment is also a choice for clean booth design." In fact, this is the application concept of clean booth, with low investment and control of the main process. Since the control point is higher, the cleanliness level of the clean work booth is generally designed to be very high, generally ISO level 5 and level 4, and a few use level 6.

Clean booth is an air purification equipment for local high clean environment. Clean booth is mainly composed of box, fan, primary air filter, damping layer, lamps, etc., and the outer shell is sprayed. Clean booth can be hung or supported on the ground, with compact structure and convenient use. It can be used alone or connected in multiples to form a strip-shaped clean area.
Clean booth is generally referred to as clean booth, dust-free room, etc. Generally, film enclosure is used, so it is more appropriate to call it clean booth. It is also most appropriate to understand it as clean booth if it is not polluted.
- Automotive Engine Rubber Parts8
- Automotive Lamps Rubber Parts5
- Automotive Suspension Rubber Parts2
- Automotive Wiring Harness Rubber Parts3
- Extrusion Sealing Strip1
- Industrial Electrical Rubber Parts3
- Industrial Scanners2
- Industrial electrical control3
- Industrial magnet accessories2
- Industrial slings4
- Machine Tool Blades1
- Membrane Products1
- Motor1
- Racecource Rubber Products3
- Rubber Forklift Attachments1
- Rubber and plastic Parts1
- Seal2
- Tubular Motor2
- blade1
- brush1
- chip1
- industrial hose1
- lens1
- mold1
- plc3
- pump2
- racking2